製品外観部分のカジリを無くすには、製品素材を鋳型から取り出しやすくする為の抜け勾配を大きく付けることでクリア出来ます。抜き勾配を大きく付けるとは型製作の機械加工面から考えても、とても重要で加工性が面粗度や精度という形で現れてきます。
他にカジリを減らす方法に冷却があります。
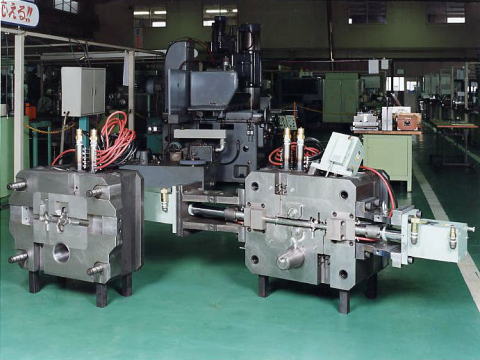
下の写真のようなロングストロークの引抜き中子の部分を見てみます。
溶けたアルミは凝固するとき、スライド中子に対して抱きつき方向へ収縮し、アルミと中子は離れにくくなります。このような場所へは、スポット冷却を設置します。
中子の周りのアルミは急速に冷される為、収縮が抑制され抜けやすくなります。カジリだけでなく、内部欠陥の低減にも効果があります。
千曲技研ではスポット冷却部品を取り揃えております。一度試されて見ては如何でしょうか。
500tダイカストマシン用金型
金型構造について
鋳造性やメンテナンス性、型製作の面から見ても2面分割の金型は有利ですが、製作したい製品素材により金型構造は大きく変わります。
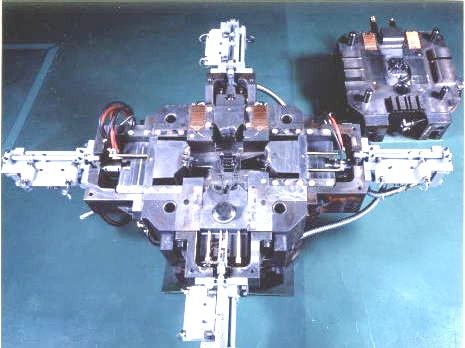
上の写真では横は方向に2本、背面方向に2本合計4本のスライドを設置しています。背面側の1本のスライドは可動型厚内にコンパクトシリンダーを埋め込んだ構造になっています。スポット冷却も入っていますのでスペースが無く、シリンダーの取り付けや冷却配管などに苦労します。
このような場所には、省スペース型のワンタッチ継手を使用すると便利です。
下の写真は4方向スライドプラス1埋め込みスライドの型構造です。分流子がスライド上にあるので固定型を薄く設計して、分流子高さを抑えるなどの配慮も必要でしょう。
埋め込みスライドはコンパクトシリンダーを使い4方向スライドの中の1本に斜めに設置してあります。
千曲技研では、今までの金型製作の経験で蓄積されたノウハウを駆使して、皆様に喜ばれるダイカスト金型製作を目指しております。
500tダイカストマシン用金型